后桥主减速器总成装配质量控制分析
2023-02-24车桥研究所 龙厚明

后桥主减速器总成是汽车传动系关键的部件之一,主减速器装配总成调试水平的高低直接影响汽车的燃油经济性、噪声、使用寿命及可靠性。主减速器的结构、装配工艺及控制方法,从主减速器的主要装配质量指标着手,找出当前后桥主减速器装配的质量问题。针对主减速装配中影响装配质量的因素和主要存在的问题提出相应的改善措施。
一、后桥主减速器装配质量控制现状
1、主减速器结构及装配工艺分析
后桥主减速器的结构分为:主动锥齿轮总成、差速器总成、主减速器壳等合装零件。
后桥主动锥齿轮及轴承座总成结构:后桥主动锥齿轮、内外轴承总成、轴承座、调整垫片、主锥防松螺母、突缘总成、油封总成。
锥齿轮差速器总成结构:差速器左右壳、差速器螺栓、从动锥齿轮、从动锥齿轮螺栓、轴承总成、十字轴、半轴齿轮、半轴齿轮支承垫圈、行星齿轮、行星齿轮支承垫圈。
2、汽车主减速器装配技术要求
主减速器总成在装配过程中有一些关键的调整装置:主、从动锥齿轮之间必须有正确的相对位置,方能使两齿轮啮合传动时噪声较轻,而且沿轮齿方向的磨损较均匀。为此,在结构上一方面要使主、从动锥齿轮有足够的支承刚度,使其在传动过程中不至于发生较大的变形而影响正常啮合;另一方面应有必要的啮合调整装置,这些调整装置的选择和测量Z终影响主减速器的装配质量。
为了使主、从动锥齿轮有足够的刚度,必须提高轴承的旋转精度,增加轴承装置的刚度,减小机器工作时的振动,为此要对主轴轴承采用预紧安装。
锥齿轮啮合的调整是指齿面啮合印痕和齿侧啮合间隙的调整。正确的啮合印痕和啮合间隙是通过锥齿轮轴的轴向移动,从而改变主、从动锥齿轮的相对位置来得到的。
3、汽车主减速器装配工艺分析
现在通常先将主动锥齿轮总成和差速器总成装成分总成,然后再与主减速器壳体等其它零件合装。
主动锥齿轮装配工艺:主锥轴承座上主齿总成装配线,在主锥轴承座内孔压入两圆锥滚子轴承的外环→测量A1、A2值,选调垫片测量S1的值→压内轴承内圈于主齿轴上→放入调整垫片,压入主锥外轴承内圈,压凸缘压,压密封圈→装垫片主锥螺母,拧紧主锥圆螺母到775N.m测轴承预紧力,若轴承预紧力矩不在1.0N. M-2.0N.m范围内则重新调整垫片至合格→主动锥齿轮总成下线。
锥齿轮差速器总成装配工艺:锥齿轮差速器左右壳及被动锥齿轮上差速器总成装配线,被动锥齿轮压入差速器左壳→将工件翻转180度,预拧紧被动锥齿轮螺栓→用拧紧机拧紧被动锥齿轮螺栓→将工件翻转180度,装半轴齿轮垫片、半轴齿轮、十字轴、行星齿轮及行星齿轮垫片,测量行星齿轮、半轴齿轮间隙→装差速器左壳,预拧紧差速器螺栓→用拧紧机拧紧差速器螺栓→压装差速器左右轴承内环→差速器总成下线。
主减速器总成装配工艺:将减速器壳夹紧在合装小车上,翻转180度。→拆去差速器轴承盖去半圆孔毛刺,测量S2,测量机联网读取主100工序测量S值,根据S1、S2选择合适的主被齿调整垫片→翻转180度,装调整垫片、主动锥齿总成,拧紧轴承座螺栓→翻转180度装差速器总成→装差速器轴承外圈,调整螺母,差速锁,预拧紧调整螺母,轴承盖螺栓,调整差速器轴承预紧→调整主、被动圆锥齿轮齿侧间隙,锁紧调整螺母,拧紧轴承盖螺栓,拧紧螺栓→翻转90度→做减速器总成磨合实验→翻转90度,减速器总成下线。
4、主减速器装配工艺特点
:多实现自动化或半自动化装配工艺技术,使用电子测量技术与装配手段结合,检测技术与检验手段确保装配质量。第二:装配工艺工程的另一核心技术为扭力拧紧机,控制各关键扭力要求,可实现扭力精度控制在±1.5mm误差,并同时进行检测。第三:整个生产制造过程的工艺参数监控整线集成控制和信息化生产,各关键工序和工位的工艺参数及?艺信息对应实时记录跟踪产品追溯明确。
二、汽车主减速器装配关键质量指标分析
1、 后桥主减速器装配质量分类
在主减速器装配过程中会产生大量的质量信息,合理地将质量信息进行分类,对构建合理的质量信息管理系统结构。选择合适的的信息分析技术,方便信息的检索和利用都有着重要的意义。质量信息的分类方法一般有以下几种:
1.1按质量数据的性质划分:计量型数据、计数型数据。
1.2按其在质量控制系统中作用划分:标准及计划数据、实测数据、结果数据。
1.3按信息的功能分:状态质量信息、质量指令信息、质量反馈信息。
2、从减速器装配影响减速器性能Z重要的三个指标
是从动齿轮的接触印痕;第二是主从动齿轮齿侧间隙;第三就是减速器启动力矩。
3、后桥主减速器装配质量的主要指标
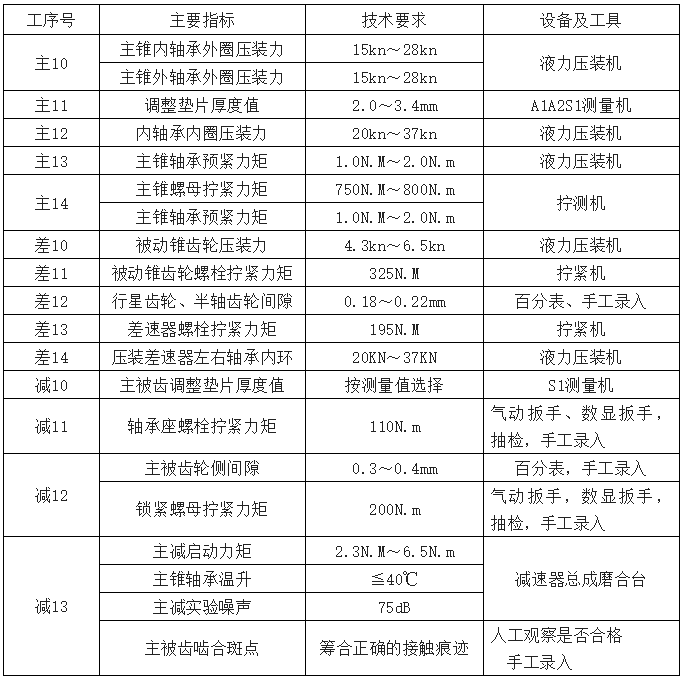
汽车主减速器装配过程中涉及到装配质量的内容很多,我们必须保证质量控制点,即主减速器装配的主要指标,目前汽车主减速器装配中主要质量指标及其控制设备如表1所示。
表1 主减速器装配质量主要指标
三、影响后桥主减速器总成的装配质量的因素
对与汽车主减速器装配质量的好坏有许多因素,对于这些因素只有更好的控制才能使装配质量达到更佳。装配质量的核心关键取决于装配的工艺方案、设备控制、零部件质量等因素。装配质量
